Advanced Digital Instrument Clusters for Heavy Duty Trucks and Industrial Vehicles
Introduction: The Day I Understood Heavy Duty Was a Different Problem
Several years ago I was on-site at a mining equipment manufacturer in South Africa, watching a surface excavator get fitted with a standard automotive-grade instrument cluster sourced from a commercial parts supplier. The engineering team had gone this route for cost reasons. It was a legitimate decision given the program budget. Three weeks into field trials, that cluster had failed twice, the second time during a critical payload operation. Ambient temperatures in the cab were hitting 78 degrees Celsius. The vibration envelope from the excavator arm was far outside anything the display had been tested to.
That experience shaped how I think about instrument cluster selection for heavy duty and industrial vehicle applications. The lesson was not about quality in any general sense. It was about specifications. An instrument cluster that performs flawlessly in a passenger sedan, a light commercial van, or even a standard long haul truck can fail completely in the operating environment of a mining excavator, a port container handler, or an off highway construction machine. These are categorically different problems that demand categorically different solutions.
The global market for heavy duty trucks is projected to reach USD 261 billion by 2027, according to Grand View Research. The construction equipment market is separately projected at USD 215 billion by the same year. Across both sectors, digital instrument clusters are replacing analog gauges at an accelerating rate, driven by telematics integration requirements, operator safety mandates, and the growing complexity of the vehicle systems that operators need to monitor.
This post covers what separates advanced digital instrument clusters designed for heavy duty and industrial applications from standard automotive units, the technical specifications that matter most, the protocol landscape for commercial vehicle integration, and what procurement teams and engineers should focus on when selecting solutions for demanding operational environments.
Why Heavy Duty and Industrial Vehicles Are a Different Design Problem
The fundamental difference between passenger vehicle applications and heavy duty industrial applications comes down to four factors: environment, data volume, operator consequence, and service lifecycle. Get any of these wrong, and the specification mismatch shows up quickly and expensively in the field.
Environmental Extremes
A passenger vehicle instrument cluster typically operates within a cabin that is climate controlled, insulated from road surface vibration by the vehicle’s suspension, and shielded from direct weather exposure. Heavy duty vehicles do not offer those luxuries. A mining dump truck operates with cab temperatures ranging from -40°C in northern Canadian open pit mines to above 70°C in West African iron ore operations. Agricultural equipment sits in direct sunlight for 12-hour operating shifts. Port terminal equipment is exposed to salt spray, pressure washing, and constant vibration from steel dock surfaces.
These are not edge cases. They are normal operating conditions. Any display system not rated for them will fail, and in industrial operations, display failure is not a minor inconvenience. Equipment downtime in surface mining operations costs an average of USD 12,000 per hour according to industry benchmarks published by Ernst and Young. A cluster failure that takes a piece of capital equipment offline for a shift is a material financial event.
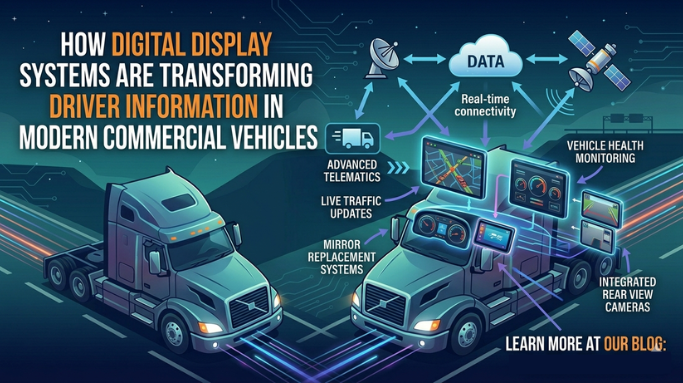
Data Volume and System Complexity
A standard passenger vehicle CAN network typically carries 30 to 60 parameters relevant to the instrument cluster display. A modern mining haul truck or offshore supply vessel can have 200 or more active sensor parameters that the operator needs access to, spanning powertrain, hydraulics, transmission oil temperature, axle load distribution, payload weight, battery status on hybrid systems, exhaust aftertreatment status, and dozens of safety interlock conditions.
The instrument cluster in these applications is not just a display. It is the operator’s primary interface with an enormously complex machine. Its ability to handle that data load reliably, prioritize alerts intelligently, and present information clearly under adverse visual conditions is directly tied to operational safety and efficiency.
Operator Safety Stakes and Regulatory Requirements
In many industrial vehicle categories, instrument cluster displays carry regulatory implications. Mining safety regulations in multiple jurisdictions mandate specific alarm display and acknowledgment behaviors. Commercial vehicle regulations in the European Union and North America impose requirements on how fault conditions and driver fatigue alerts are presented to operators. Agricultural equipment operating on public roads must comply with road safety display standards. These are not design preferences. They are compliance requirements that the cluster hardware and firmware must support.
Read More : https://indicationinstruments.com/ev-instrument-clusters-how-they-differ-from-ice-vehicle-clusters/
Core Technical Specifications: What Actually Matters
I have seen procurement decisions made primarily on display resolution and screen size. Those matter, but they are far from the most important specifications for heavy duty industrial applications. Here is the hierarchy I apply when evaluating clusters for demanding deployments.
Operating Temperature and Thermal Management
Industrial-grade clusters should be rated for -40°C to +85°C minimum, with some applications requiring an even wider range. Cold start behavior is particularly important. The display must initialize and render correctly at -40°C without requiring a warm-up period that delays operator readiness. Thermal management of the display backlight and SoC is also critical because both are heat sources that can push internal temperatures above ambient in enclosed mounting configurations.
Ingress Protection and Wash-Down Resistance
IP67 provides protection against temporary immersion in water up to 1 meter depth. IP69K provides protection against high-pressure, high-temperature water jets, the standard for agricultural and construction equipment that undergoes regular pressure washing. For applications in salt water environments or chemical processing facilities, additional coatings and connector specifications matter as much as the IP rating itself.
Vibration and Shock Performance
MIL-STD-810G is the governing standard for vibration and shock performance in demanding environments. ISO 13766 covers earthmoving machinery specifically. These standards define test profiles based on the specific vibration and shock signatures of the equipment category, not generic road surface inputs. A cluster rated to MIL-STD-810G vibration profiles is a fundamentally different product from one that meets standard automotive ISO 16750-3 specifications, even if both claim vibration resistance.
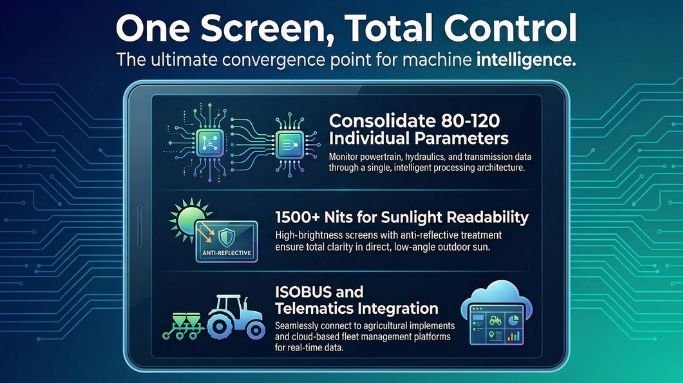
Display Brightness and Sunlight Readability
In direct sunlight, a display with 800 nits of brightness becomes effectively unreadable. Industrial clusters for outdoor applications should deliver 1500 nits minimum, with premium units reaching 2000 to 2500 nits. Anti-glare treatment and anti-reflective coatings on the display cover glass are equally important because raw brightness alone does not solve the reflection problem on shiny panel surfaces. Circular polarization filters are used in some high-end agricultural and construction applications for maximum outdoor readability.
MTBF and Design Lifecycle
Consumer-grade automotive clusters are typically designed around 20,000 to 30,000 hour operational lifecycles aligned with passenger vehicle service expectations. Industrial equipment often runs for 15 to 25 years in demanding environments. MTBF ratings of 50,000 hours or greater are standard requirements in heavy mining and marine applications. Component sourcing and long-term product availability commitments from the supplier matter as much as the MTBF number itself. A cluster that cannot be sourced for replacement in year 12 of a 20-year equipment lifecycle is a significant operational risk.
The industrial display and instrumentation range at Indication Instruments is engineered around these industrial-grade requirements, covering the temperature, ingress protection, and vibration specifications that heavy duty applications demand.
Specification Comparison: Standard Automotive vs. Heavy Duty Industrial Clusters
The table below provides a direct comparison across the specifications that drive cluster selection decisions in industrial vehicle applications. These are the parameters that determine whether a product is fit for purpose, not just technically compatible.
| Specification | Standard Automotive Cluster | Heavy Duty Industrial Cluster |
|---|---|---|
| Operating Temperature | Typically 0°C to +70°C. Suited for climate-controlled cabins. | -40°C to +85°C. Designed for extreme cold starts and engine bay proximity. |
| Ingress Protection | IP40 to IP52. Basic dust and drip resistance. | IP67 to IP69K. Full immersion and high-pressure wash-down rated. |
| Vibration Resistance | ISO 16750-3 automotive grade. Rated for road surface inputs. | MIL-STD-810G and ISO 13766. Rated for off highway terrain and heavy machinery vibration. |
| Display Brightness | 300 to 800 nits. Designed for cabin ambient light. | 1500 to 2500 nits. Sunlight readable in direct outdoor exposure. |
| Primary Protocols | CAN, OBD-II, LIN. Standard passenger vehicle protocols. | SAE J1939, CANopen, ISOBUS (ISO 11783), ISO 11992 for truck and trailer. |
| MTBF (Mean Time Between Failures) | 20,000 to 30,000 hours. Consumer grade lifecycle. | 50,000 hours or greater. Mission critical uptime requirement. |
| EMI/EMC Certification | CISPR 25 for automotive radiated emissions. | CISPR 25 plus ISO 11452 immunity testing. Heavy electrical environment compliance. |
| Display Technology | TFT LCD. Standard resolution for dashboard readability. | High brightness TFT or IPS panel with anti-glare and anti-reflective coating. |
| Parameter Monitoring Capacity | 30 to 60 vehicle parameters displayed and processed. | 200 or more simultaneous parameters across multiple CAN networks. |
| Customization Capability | Limited to OEM-defined layouts. Minimal field configuration. | Fully configurable display layouts, alarm thresholds, and protocol mappings. |
| Shock Rating | Standard road shock envelope. Not rated for impact loads. | 25G to 50G shock rated per IEC 60068-2-27. Suited for construction and mining. |
The Protocol Landscape for Heavy Duty and Industrial Applications
Protocol selection is where I see the most frequent mismatches in industrial cluster deployments. Engineers familiar with passenger vehicle integration reach for OBD-II compatibility as the default requirement. In heavy duty and industrial contexts, that is usually the wrong starting point.
SAE J1939: The Commercial Vehicle Standard
SAE J1939 is the dominant communication protocol for heavy duty on-road vehicles including Class 7 and Class 8 trucks, transit buses, and motor coaches. Built on CAN at 250 Kbit/s, J1939 provides a comprehensive parameter group numbering (PGN) system covering more than 1,000 standardized vehicle parameters. For any instrument cluster deployed in a commercial on-road vehicle, J1939 fluency is not optional. It is the language the vehicle speaks.
One thing I always clarify with engineering teams new to J1939: reading standard PGNs is straightforward, but most commercial vehicle OEMs also use proprietary PGNs for vehicle-specific parameters. A cluster that handles standard J1939 but cannot be configured to parse proprietary PGN extensions will miss significant operational data in many commercial fleet deployments.
ISOBUS (ISO 11783): Agricultural and Construction Equipment
ISOBUS is the protocol standard for agricultural tractors and implements, defined by ISO 11783 and built on J1939 architecture. It enables implement-specific parameters from attached machinery, such as seed rate, fertilizer flow, and harvesting metrics, to be displayed on the tractor instrument cluster. For construction equipment operating alongside precision agriculture systems or sharing site management infrastructure, ISOBUS compatibility is increasingly relevant.
CANopen: Specialized Industrial Applications
CANopen is widely used in industrial machinery, cranes, material handling equipment, and marine applications where J1939 is not the governing standard. It provides a flexible object dictionary architecture that maps well to the varied sensor and actuator configurations of specialized industrial machines. Instrument clusters deployed in overhead cranes, port equipment, or process industry vehicles frequently need CANopen support alongside or instead of J1939.
ISO 11992: Truck and Trailer Communication
ISO 11992 governs the electrical connections and communication between trucks and their towed trailers, covering brake systems, lighting, and monitoring data. For long haul freight operators deploying connected instrument clusters with full trailer visibility, ISO 11992 integration is the mechanism by which trailer system status appears on the cab display.
When evaluating instrument cluster solutions for commercial vehicle programs, requesting a clear protocol support matrix with specific PGN coverage documentation for J1939 deployments saves considerable integration time. Generic protocol compatibility claims should be validated against the actual parameter requirements of the vehicle before procurement commitment.
Application Segments: What Each Industry Requires
Heavy duty and industrial vehicle applications are not a single market. Each segment has its own operational context, regulatory environment, and display requirements. Understanding these differences before selecting a cluster platform matters considerably.
Mining: The Most Demanding Environment
Surface mining operations run some of the most demanding vehicle environments on earth. Haul trucks in large open pit mines carry payloads of 300 to 400 tonnes over broken rock surfaces, generating continuous high-frequency vibration and episodic shock loads well outside standard automotive test envelopes. Cab temperatures in equatorial mining operations routinely exceed what standard cluster hardware is rated for. Safety-critical displays in these applications, particularly those showing payload weight, tyre pressure, and brake system status, must maintain operation and accuracy under all conditions without degradation.
Many mining jurisdictions also impose specific requirements on operator alarm acknowledgment behavior and the audit trail of safety-related display events. Clusters in these applications need to support event logging and alarm management capabilities beyond standard display functionality. According to industry data from the International Council on Mining and Metals, equipment availability improvements of even two percent in large surface mining operations translate to annual revenue impacts in the tens of millions of dollars.
Construction and Earthmoving Equipment
Construction equipment operates in outdoor environments across a wider range of machine types than mining: excavators, wheel loaders, motor graders, compactors, and articulated haulers, each with specific display requirements. Sunlight readability is consistently the most critical display specification in this segment given the extended outdoor operating hours. Telematics integration requirements are also growing rapidly, driven by construction site management platforms that need real time machine utilization, fuel consumption, and maintenance status data visible both on the machine and at the site management office.
Long Haul Trucking and Freight Logistics
Long haul freight vehicles have driven the most standardized digital cluster deployments in the heavy duty category, largely because of the mature J1939 ecosystem and the well-developed commercial fleet telematics market. Driver hours of service compliance, fuel efficiency monitoring, predictive maintenance alerts, and navigation integration are all standard cluster capabilities in modern Class 8 deployments. The instrument cluster is the primary interface through which telematics intelligence reaches the driver, making display clarity and alert priority management directly relevant to compliance and safety outcomes.
Port and Marine Applications
Container handlers, reach stackers, and ship-to-shore cranes in port environments face a specific combination of salt air corrosion risk, pressure wash exposure, and continuous duty cycle operation. Instrument clusters in these applications need IP69K ratings, marine-grade connector sealing, and anti-corrosion coatings on all exposed metal components. The ruggedized display solutions at Indication Instruments address the IP rating and environmental sealing requirements that port applications specifically impose.
Procurement and Selection: The Questions That Matter
After years of working on instrumentation procurement for heavy duty programs, the selection process I follow has become fairly disciplined. The criteria that separate adequate from excellent in this category are often not the ones that appear first in a product specification sheet.
Protocol Compatibility and Configuration Depth
Identify every protocol the vehicle network uses. Ask the supplier for PGN-level documentation for J1939 coverage, and verify that proprietary extensions your vehicle OEM uses are configurable. Superficial protocol compatibility is a common source of late-stage integration problems that are expensive to resolve.
Environmental Certification Evidence
Ask for test reports, not just specification claims. Third-party test reports to MIL-STD-810G, IEC 60068-2 shock and vibration, and the relevant IP standard should be available from any credible industrial cluster supplier. Certificate numbers and test laboratory names can be verified independently. This step eliminates a significant portion of options that overstate environmental capability on datasheets.
Display Performance in Your Actual Lighting Conditions
Nit ratings measured in controlled laboratory conditions do not always translate directly to readability in the operating environment. If your application involves direct sunlight or highly variable ambient lighting, request a physical sample and test it in your actual operating conditions before committing to volume procurement. Anti-glare coating quality and cover glass reflection characteristics vary meaningfully across suppliers at similar brightness specifications.
Supplier Longevity and Component Lifecycle Commitments
For equipment with 15 to 20 year service lifespans, the ability to procure replacement clusters a decade from now is a real operational risk. Ask suppliers directly about their component sourcing policy and long-term product availability commitments. Suppliers who design around industrial-grade components with multi-decade availability commitments from semiconductor manufacturers are a meaningfully lower lifecycle risk than those using consumer-grade components with short production windows.
Reaching out to the Indication Instruments team for an application-specific consultation is a practical first step when defining specifications for a heavy duty or industrial cluster procurement program.
Where Heavy Duty Cluster Technology Is Headed
The trajectory of advanced display technology in heavy duty and industrial vehicles is being shaped by several converging pressures, and I think it is worth naming them directly because they have real implications for procurement timing and platform selection.
High Brightness IPS and OLED Migration
Industrial IPS panels delivering consistent color and contrast at wide viewing angles are replacing standard TFT displays in premium heavy duty applications. OLED technology, which eliminates the backlight entirely and enables perfect black levels with lower power consumption, is beginning to appear in prototype industrial applications. The main obstacle for OLED in heavy duty use is image retention risk under static display conditions, a known limitation of OLED technology when the same elements remain on screen for extended periods. Panel manufacturers are addressing this through pixel shift algorithms, but it remains a design consideration for the near term.
ADAS Integration in Commercial Vehicles
Advanced driver assistance systems are moving down from premium passenger vehicles into commercial fleet applications at an accelerating rate, driven partly by insurance economics and partly by regulatory mandates. Forward collision warning, lane departure detection, and driver fatigue monitoring systems all surface alerts through the instrument cluster. Commercial vehicle clusters need the processing headroom and display real estate to handle ADAS overlay data alongside the standard vehicle parameter display without compromising readability of either.
Unified Fleet Intelligence Dashboards
The next generation of commercial fleet cluster deployments is moving toward unified operator intelligence platforms where the instrument cluster integrates real time fuel efficiency coaching, route optimization data from cloud platforms, maintenance prediction alerts triggered by machine learning models processing sensor history, and regulatory compliance monitoring all within a single coherent display interface. The clusters that will anchor these deployments are the ones specified today with the right protocol support, processing capacity, and connectivity architecture.
Frequently Asked Questions
Q1: What is the most important specification difference between automotive and heavy duty industrial instrument clusters?
Operating temperature range and vibration resistance are typically the most critical differentiators. Standard automotive clusters are designed for climate-controlled cabin environments and normal road surface vibration profiles. Heavy duty industrial clusters must operate reliably at -40°C through +85°C and withstand vibration and shock profiles defined by MIL-STD-810G or ISO 13766 that are far outside automotive test envelopes. These environmental specifications drive fundamental differences in component selection, thermal management design, and enclosure engineering.
Q2: Why is SAE J1939 preferred over OBD-II for heavy duty commercial vehicle applications?
SAE J1939 provides a parameter group numbering system covering more than 1,000 standardized vehicle-specific parameters tailored to commercial vehicle systems including heavy powertrain, transmission, exhaust aftertreatment, and axle systems that are not covered by OBD-II. J1939 also operates at 250 Kbit/s with a network topology better suited to the larger vehicle architectures of heavy commercial vehicles. OBD-II was designed for passenger and light vehicle emission diagnostics. For Class 7 and Class 8 trucks, J1939 is the correct protocol foundation.
Q3: What IP rating should I require for heavy duty outdoor equipment instrument clusters?
IP67 provides protection against temporary water immersion and is suitable for most construction and agricultural applications exposed to rain and splash. IP69K provides protection against high-pressure, high-temperature water jets and is the standard for equipment that undergoes regular pressure washing, including agricultural machinery, food processing vehicles, and port equipment. For marine applications with salt spray exposure, IP ratings should be evaluated alongside connector sealing specifications and corrosion protection coatings.
Q4: How many CAN networks can a heavy duty instrument cluster typically interface with simultaneously?
Advanced industrial clusters support two to four independent CAN networks simultaneously. This is important because heavy commercial vehicles commonly segment their networks: a powertrain CAN network for engine and transmission data, a body and chassis network, a telematics network, and in some configurations a dedicated safety system network. A cluster that can only read a single CAN network will miss significant operational data in multi-network vehicle architectures.
Q5: What does MTBF of 50,000 hours actually mean in practical fleet terms?
At 50,000 hours MTBF and assuming 2,500 operating hours per year for a commercial vehicle, the statistical mean failure interval is 20 years. In a fleet of 100 vehicles at that utilization rate, you would statistically expect one cluster failure every approximately 73 days across the fleet. This is a significant reliability advantage over consumer-grade clusters with 20,000-hour MTBF ratings, where the same fleet would see roughly two and a half times more failures over the same period, each representing unplanned maintenance costs and potential operational disruption.
Q6: Where can I find heavy duty and industrial grade instrument cluster and display products?
Indication Instruments supplies digital display and instrumentation solutions engineered for heavy duty and industrial vehicle applications, covering the environmental, protocol, and reliability specifications that demanding deployments require. Explore the full product range or contact the team for an application-specific product recommendation.

Chief Technology Officer, Indication Instruments Ltd.
Anuj Garg has led the engineering and product development function at Indication Instruments for more than 2 decades, overseeing the design and manufacture of instrument clusters, sensors, and driver information systems for ICE and EV platforms across two-wheeler, commercial vehicle, and off-road segments. He has hands-on experience with cluster architecture for BS6 commercial vehicles, electric 3-wheelers, fleet applications, heavy vehicles, farm equipments, and leads the company’s technology roadmap.
LinkedIn: Anuj Garg


")
